
公司管理部聯係方式:
傳真(電話): 0771-5020768
移動電話: 18778007931(楊先生(shēng))
地址: 南寧市壯錦(jǐn)大道39號北部灣科技園總部基(jī)地B-3棟辦公樓1608號
公司生產基地聯係方式:
移動電話: 18677123168(劉(liú)先(xiān)生)
18776883061(李先生)
地址: 廣西中國—東盟青年產業園區內
網址: www.lhljzx.com
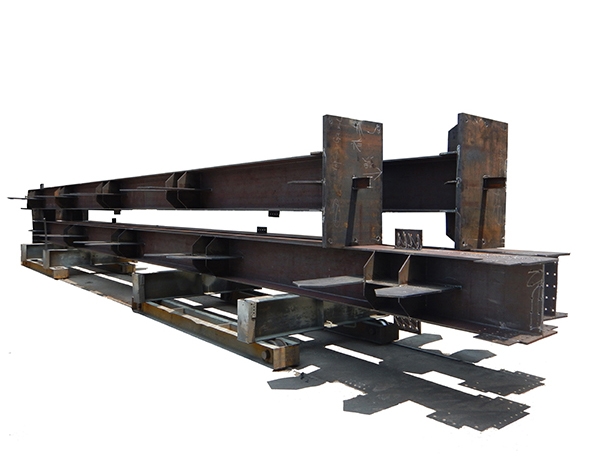
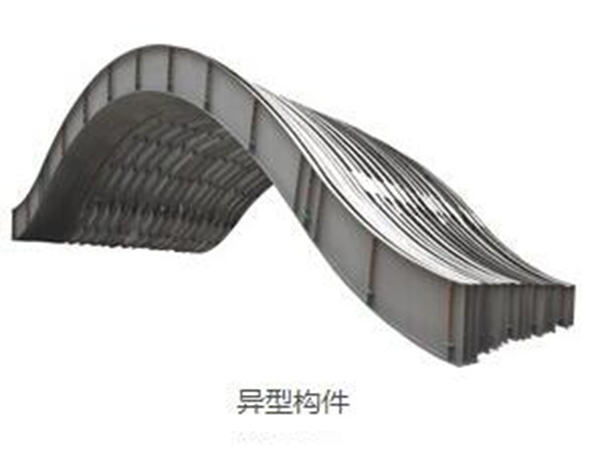
異形鋼結構深化設計
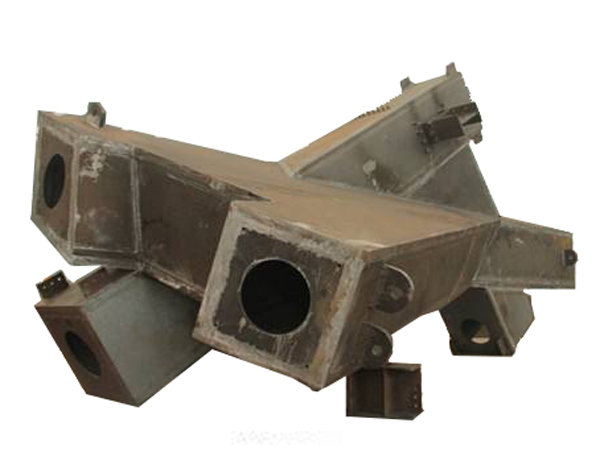
鑄造工藝是鑄鋼接頭生產順利進行的重要環節之一。針對鑄鋼節點結(jié)構的(de)特殊性,在異型鋼結構(gòu)房中(zhōng),借助模擬凝固軟件,對異型鋼結構進行設計,並開發出合(hé)理的鑄造工藝是鑄造能否成功的關鍵因素。
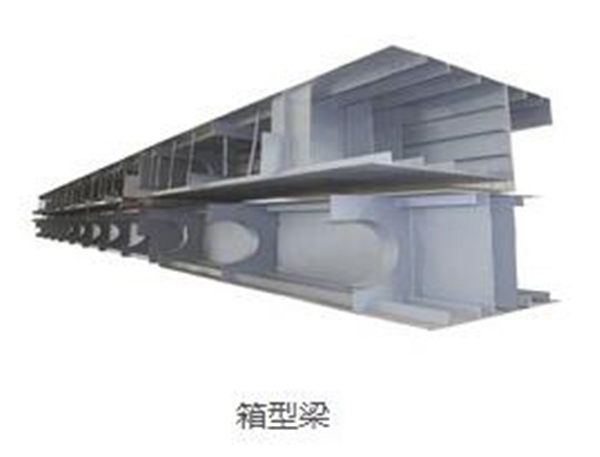
1. 塗(tú)料:塗(tú)料用(yòng)於增加型砂對金屬液的(de)侵(qīn)蝕和侵蝕的抵抗(kàng)力,防止砂粒機械或化學的附著在鑄件(jiàn)表(biǎo)麵,使鑄件表(biǎo)麵光滑。鑄件(jiàn)采用醇基塗料,具有透氣(qì)性好、強度高、幹燥(zào)速度快(kuài)的特點。塗層需為2毫米。裝配式(shì)鋼結構
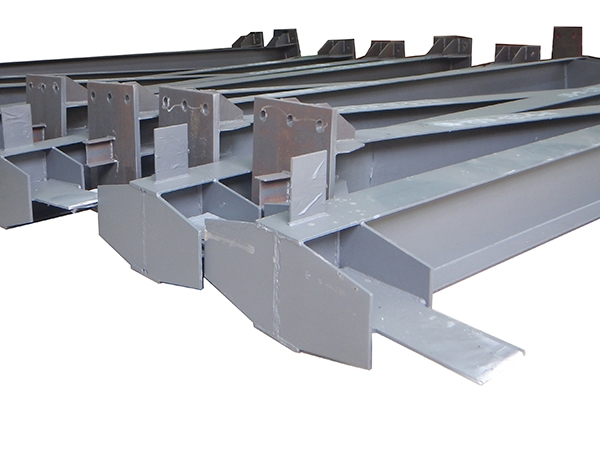
2. 澆冒口係統:在鑄件(jiàn)生(shēng)產中,澆冒口係統是影響鑄件質量的重要因(yīn)素之一(yī)。根據(jù)鑄鋼節點鑄件的特點,製定了澆注冒口係統的基本原理,並通過仿真凝固軟件仿(fǎng)真驗(yàn)證了該基本原理:確保進入型腔的鋼液是穩定的,無渦流;選擇合理的澆注冒口位置,便於澆注順序固化;澆注隔水管係統不應對鑄件造(zào)成(chéng)熱應力;在澆注過程中,確保模具內的熔融金屬有適當(dāng)的上升速(sù)度;澆注冒口(kǒu)係統的結構應具有排(pái)渣能(néng)力。